IBM: the potential of smart manufacturing

Manufacturing Global gains insight into the potential Industry 4.0 can provide to the manufacturing industry.
As the world rapidly evolves as industry 4.0 continues to innovate the business world, companies are experiencing an unprecedented amount of information and insights.
This is no different for the manufacturing sector. Over the last decade, low-cost sensors and high tech analytics have been providing manufacturers with new levels of visibility, resulting in increased production and reduced downtime.
IBM highlights that now with the addition of artificial intelligence (AI) and cognitive manufacturing, “industry 4.0 is creating a whole new realm of possibilities” for companies to improve their operations from their suppliers to the factory floor and customers.
IBM stresses that It is no understatement that the transformations being seen within the sector are anything short of revolutionary. The leverage of high volume data combined with advanced tools in order to improve business functions is providing significant benefits. With smarter manufacturing, plant operations will see increased efficiency, fewer failures, greater outputs, increase productivity, happier customers, optimised assets and inventory, and improve equipment and processes. In smart manufacturing, solutions learn and interpret patterns and related outcomes, which will improve fault predictions, security and productivity over time.
However, according to a study on AI in the industrial sphere conducted by the company, 1 TB of production data is created daily by an average factory, however, less than 1% is actually being analysed by manufacturers. Therefore although the potential of industry 4.0 is there, a vast majority find themselves with vast amounts of data, but limited insights.
It is also important to remember that with this increased insight, companies need to have the ability to execute a remedy to mitigate any issues. Something which IBM says “will set successful industry 4.0 solutions apart from previous systems.”
The challenges
In today's manufacturing, many challenges can be categorised as disruption, the core of this disruption is the sectors shift from an aligned value chain of few suppliers and geographical restrictions to one that is fragmented, dynamic, uncertain and global
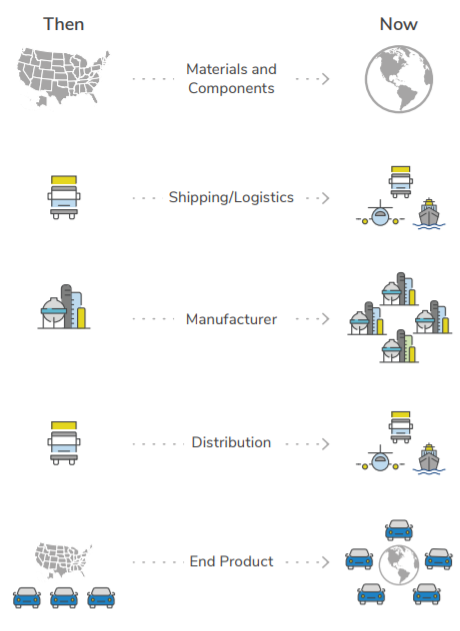
Image: IBM global challenges then and now
Globalisation
Although the potential of globalisation provides more opportunities it also comes with its challenges, ones which continue to increase as time goes on. With competitors, customers and suppliers coming from all over the world, manufacturers face varying challenges including political disruption and climate change.
-
Political issues can lead to currency fluctuations which can increase costs or decrease profits
-
Privatisation and coming under government control can lead to insatiable global markets
-
The efficiency of ports, varying standards and enforcement of customs can cause trading barriers
-
Material costs, wages, quality standards and many other variables can also complicate the manufacturing process
-
Changing environmental legislation can impact manufacturing standards between countries, provinces, states or cities
-
Erratic weather patterns can lead to downward pressures on prices and margins as well as delays
Personalisation
New customer dynamics are increasing challenges for manufacturers. Today customers want a personalised experience instead of a standard product, which is disrupting the standardisation of operations to drive efficiency and productivity, that the sector has been striving to establish over the decades.
Manufacturers now need to work to balance efficiency with client demand. IBM states that a successful manufacturer will leverage industry 4.0 tools to drive efficiency and productivity while maintaining customisation, quality and fast delivery.
Talent
As industry 4.0 evolves at high speed, manufacturing talent needs to keep up with this level of evolution. Currently, in this increasingly digital, global and customisable world, industries are facing a shortage of IT professionals, with “67% of IT decision-makers in a 2019 Frost & Sullivan Global Survey stated that their digital transformation has been hampered by a lack of in-house technical expertise. While another 59% said that “hiring and retaining qualified IT staff” was a top challenge.”
In addition to new talent, the manufacturing industry is also facing the challenge of a retiring workforce while lacking the volume of new talent.
SEE ALSO:
The benefits
Many of these challenges have one thing in common, a need to gather vast amounts of data, interpret the data and apply the finding in real-time. IBM states that information has a direct correlated effect on efficiency.
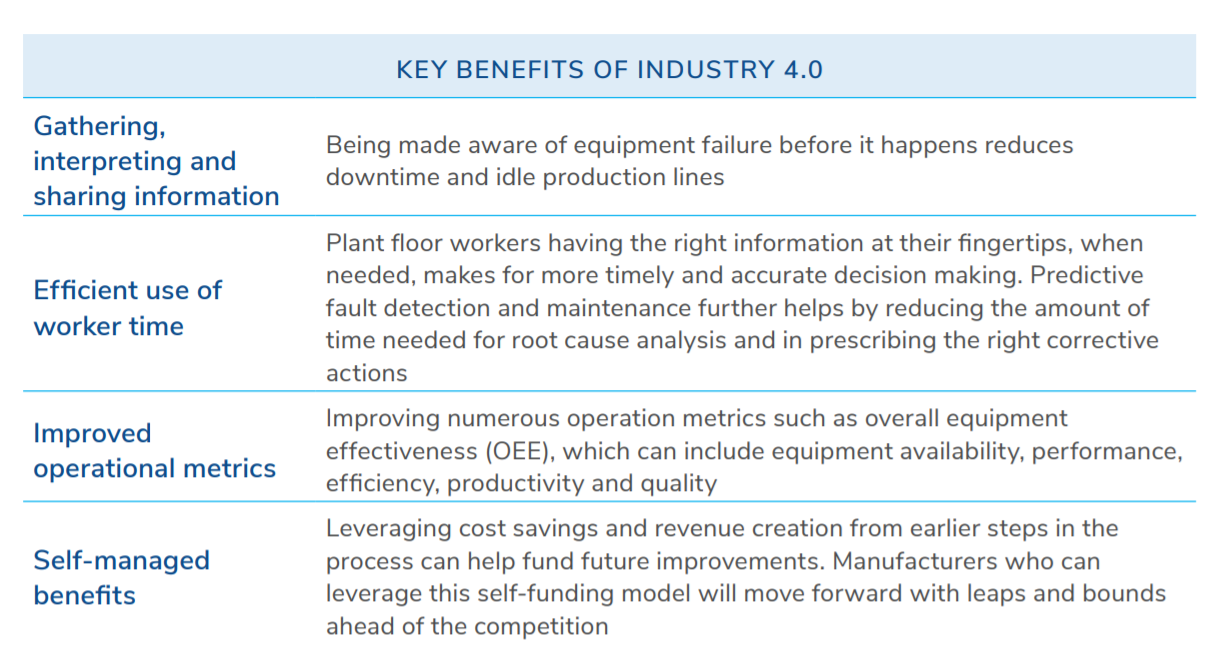
Image: IBM key benefits of industry 4.0
The technology
The technology available to the factories of the future is vast and varied. It is important that manufacturers define their challenges and the solutions they need to combat the challenges in order to successfully leverage industry 4.0.
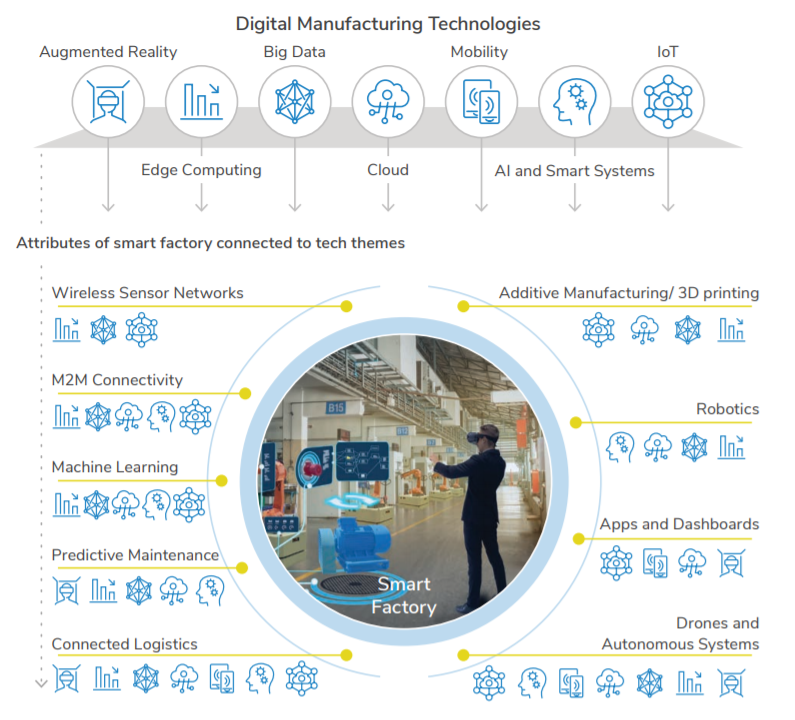
Image: IBM the digital technologies available in manufacturing
Equipment level
Leading solutions within the industry will be able to provide a level of enterprise asset management (EAM), to improve the reliability and performance of assets across the operations. On average an hour of downtime costs US$100,000, as a result, 71% of executives are looking to reduce this as a core KPI, while 50% report challenges related to unplanned machine downtime. By harnessing industry 4.0 technology to gain sophisticated insights, downtime can be reduced by up to 50% and increase maintenance costs by 25%.
Process level
Process industries face complexities when it comes to suppliers, components and feedstock that can be highly variable. As a result, manufacturers need to be adaptable, however, these multiple variables can make it hard to optimise operations, by leveraging industry 4.0 technology companies can increase their ability to predict various outcomes and make business decisions based on analytical insights.
For more information on manufacturing topics - please take a look at the latest edition of Manufacturing Global.